SMA樹脂(スチレン無水マレイン酸共重合体)をベースにオランダのPolyscope Polymers B.V.が開発した「XILOY™ 3D」を配合して共同開発したBASFフィラメントを使って、幅250.0×奥行276.9×高さ20.7ミリのプレート状レリーフを造形。造形時の“反り”に強く、安定的に造形できる特徴を確認することができました。
「Raise3D(レイズ3D)」日本総代理店およびBASF 3D Printing Solutions日本代理店として企業・教育機関向け3Dデジタルソリューションの提供などを手がけている日本3Dプリンター株式会社(本社:東京都江東区、代表取締役:北川士博)は4月8日(水)、公式ウェブサイト「Raise3D」およびウェブサイト「Ultrafuse FFF」日本語版で、BASF 3D Printing Solutions製フィラメント「Ultrafuse ABS Fusion+」を使って幅250.0×奥行276.9×高さ20.7ミリのプレート状レリーフを造形したプロセスを「BASF社 Ultrafuse ABS Fusion+造形レポート」として掲載。オランダのPolyscope Polymers B.V.と共同開発した「Ultrafuse ABS Fusion+」の、造形時の安定性が高い特徴などについて紹介しています。
▼ 4月8日(水)掲載! 「BASF社 Ultrafuse ABS Fusion+造形レポート」(日本3Dプリンター㈱「Raise3D」公式ウェブサイト):https://raise3d.jp/2020/04/08/ultrafuse-abs-fusion-printing-report/
▼ 4月8日(水)掲載! 「BASF社 Ultrafuse ABS Fusion+造形レポート」(ウェブサイト「Ultrafuse FFF」日本語版/BASF 3D Printing Solutions日本代理店として日本3Dプリンター㈱が運営):https://www.ultrafusefff.jp/ultrafuse-abs-fusion-printing-report/
■「Raise3D(レイズ3D)」日本総代理店およびBASF 3D Printing Solutions日本代理店の日本3Dプリンター㈱が、PLA(ポリ乳酸)にくらべて“反り”が強いというデメリットをクリアしたBASF製フィラメントを使った造形レポートを掲載!
4月8日(水)、日本3Dプリンター㈱が公式ウェブサイト「Raise3D」およびウェブサイト「Ultrafuse FFF」日本語版に掲載した「BASF社 Ultrafuse ABS Fusion+造形レポート」は、次のような条件で幅250.0×奥行276.9×高さ20.7ミリのプレート状レリーフを造形したプロセスを紹介しています。
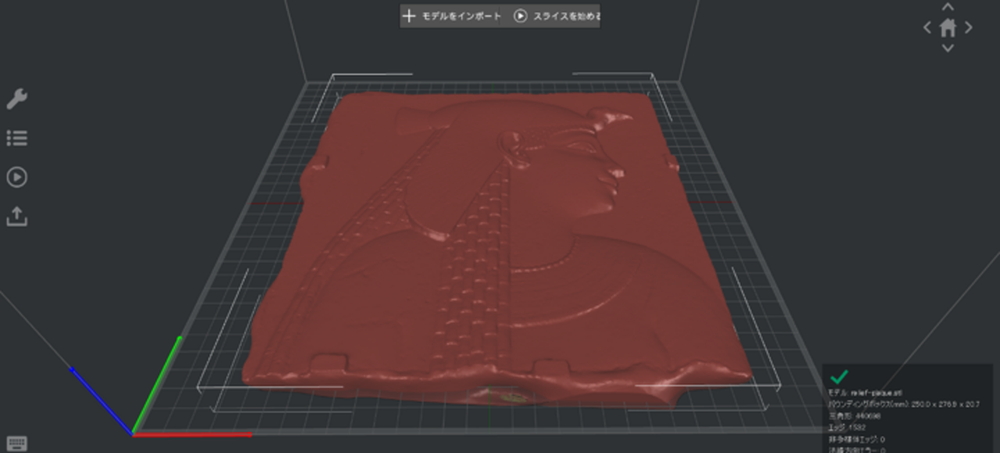
プレート状のレリーフ
使用3Dプリンター:Raise3D Pro2
使用フィラメント:BASF 3D Printing Solutions製「Ultrafuse ABS Fusion+」
造形にあたって、通常のABS樹脂と同じ次のスライステンプレート設定で造形しました。
1.ノズル温度:240~260℃
2.造形スピード:40~80mm/s
3.ビルドプレート温度:100~110℃
4.充填率:20%以上
5.ファンスピード:0~20%
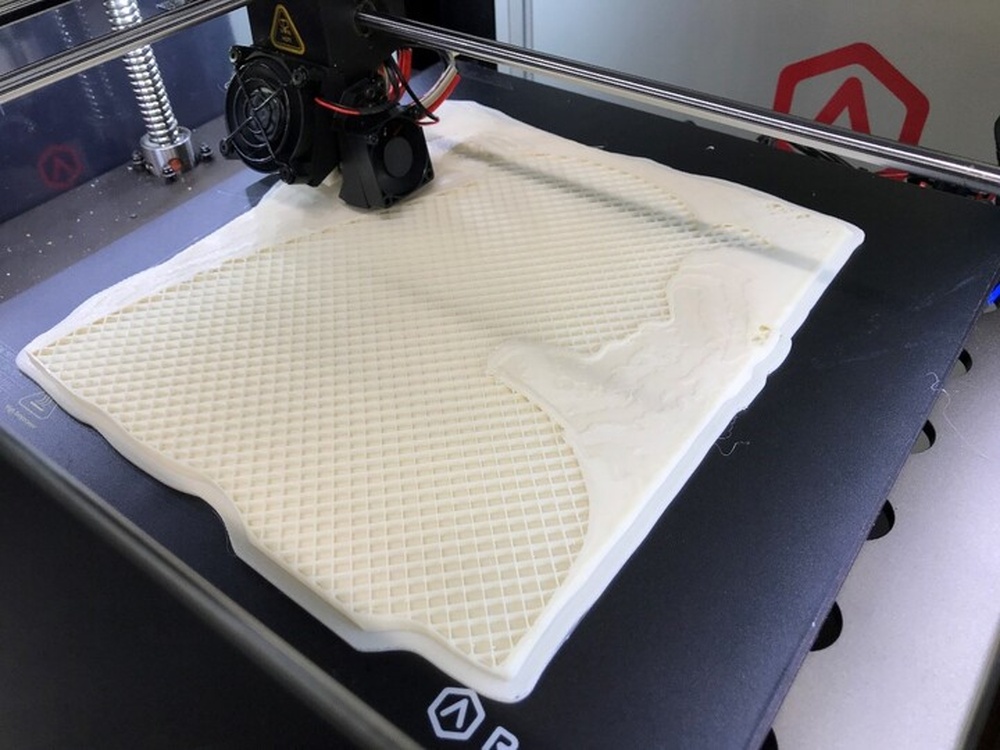

造形途中で、次のような特徴を確認しました。
1.ABS樹脂の場合には反りが発生してしまうラフト(土台)から本体の造形の段階でも反りのない造形
2.仕上がりも全面にわたってまったく反りのない印象
3.通常のABS樹脂であれば簡単にはずれるところ、薄型の大判スクレーパーを使って力を入れても造形物が簡単にビルドサーフェスからはずれず、高い定着率を確認
4.定着が強すぎてラフトがはずれない場合は、プリントベッドと造形物のあいだにアルコールを数滴しみこませることで簡単にはずれる
5.はずしたあとの造形物には、時間の経過によってわずかにABS樹脂特有のたわみがあった


造形の結果、「Ultrafuse ABS Fusion+」は造形時の反りに強く、安定的な造形と高い定着性があることが確認できました。なお、同じBASF製の水溶性サポート材「Ultrafuse BVOH」との定着相性がいいとのことなので、今後、造形レポートを公開したいと考えています。
この造形を通して、「Ultrafuse ABS Fusion+」の次のような特徴やメリットを確認できました。
1.PLA(ポリ乳酸)にくらべて造形時に“反り”が発生しやすいデメリットをオランダのPolyscope Polymers B.V.との共同開発でクリア
Polyscope Polymers B.V.がSMA樹脂(スチレン無水マレイン酸共重合体)をベースに開発した「XILOY™ 3D」を配合し、反りに強く高い安定性を実現
2.従来のABS樹脂ではむずかしかった水溶性サポート材との相性もいい
3.高い耐熱性と強度で工業部品用としても実用的
ガラス転移温度は114℃で、オランダのバイクレーシングチーム「テン・ケイト・レーシング」でのバイク用カスタムパーツの製作にも採用されている。
【日本3Dプリンター株式会社について】
本社:〒135-0063 東京都江東区有明3-7-26 有明フロンティアビルB棟2F
代表者:代表取締役 北川士博
設立:2013年10月
電話番号:03-6683-9789(代表)
事業内容:三次元造形関連商品・サービスの提供、サポート
【一般の方向けのお問い合わせ先】
企業名:日本3Dプリンター株式会社
担当者名:福田 隆
TEL:03-6683-9789
Email: in*********@**********co.jp