ポリエチレンテレフタレート(PET)素材をベースに、カーボンファイバーを15パーセント含有して、低吸湿性と高い耐熱性・耐薬品性が特徴のフィラメントを使い、幅181.2×高さ181.2×奥行80.5ミリの大型Y字コネクションを造形。防湿庫(ドライボックス)を使わずに、高い造形安定性と加工性を確認することができました。
「Raise3D(レイズ3D)」日本総代理店およびBASF 3D Printing Solutions日本代理店として、企業・教育機関向け3Dデジタルソリューションの提供などを手がけている日本3Dプリンター株式会社(本社:東京都江東区、代表取締役:北川士博)は3月25日(水)、公式ウェブサイト「Raise3D」およびウェブサイト「Ultrafuse FFF」日本語版で、BASF 3D Printing Solutions製フィラメント「Ultrafuse PET CF15」を使い、幅181.2×高さ181.2×奥行80.5ミリの大型Y字コネクションを造形したプロセスを、「BASF社 Ultra PET-CF造形レポート」として掲載。このフィラメントの大きな魅力である低吸湿性、高い造形安定性と加工性を実現した造形物づくりについて紹介しています。
▼ 3月25日(水)掲載! 「BASF社 Ultra PET-CF造形レポート」(日本3Dプリンター「Raise3D」公式ウェブサイト):https://raise3d.jp/2020/03/25/basf-ultrafuse-pet-cf-printing-report/
▼ 3月25日(水)掲載! 「BASF社 Ultra PET-CF造形レポート」(ウェブサイト「Ultrafuse FFF」日本語版/BASF 3D Printing Solutions日本代理店として日本3Dプリンターが運営):https://www.ultrafusefff.jp/basf-ultrafuse-pet-cf-printing-report/
■「Raise3D(レイズ3D)」日本総代理店およびBASF 3D Printing Solutions日本代理店の日本3Dプリンター㈱が、低吸湿性と高い造形安定性と加工性が特徴のBASF製フィラメントを使った造形レポートを掲載!
3月25日(水)、日本3Dプリンターが公式ウェブサイト「Raise3D」およびウェブサイト「Ultrafuse FFF」日本語版に掲載した「BASF社 Ultra PET-CF造形レポート」は、次のような条件で幅181.2×高さ181.2×奥行80.5ミリの大型Y字コネクションを造形したプロセスを紹介しています。
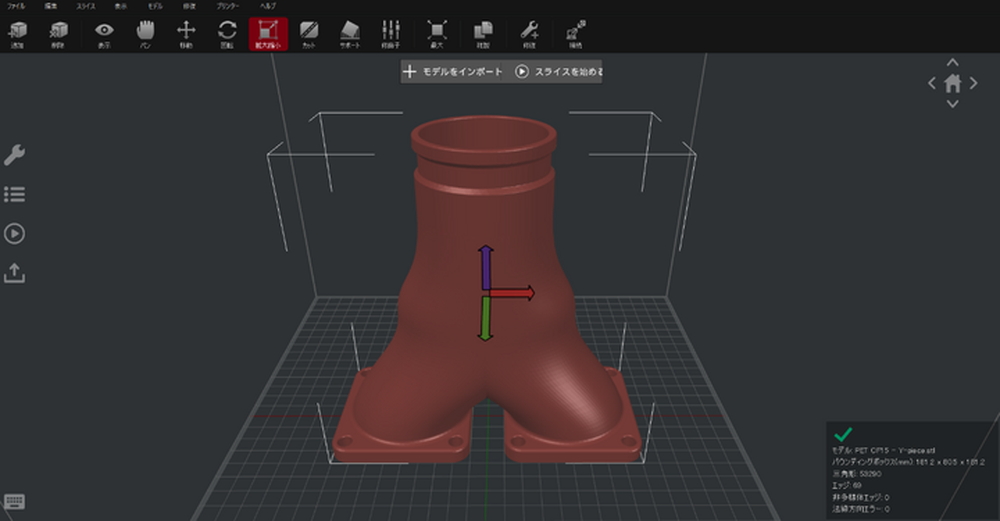
使用3Dプリンター:Raise3D Pro2
使用フィラメント:BASF 3D Printing Solutions製「Ultrafuse PET CF15」
造形にあたってのメーカー推奨設定は次のとおりです。
1.ノズル温度:250~260℃、2.造形スピード:40~60mm/s、3.ビルドプレート温度:75℃、4.ビルドプレート状態:糊づけ不要、5.ノズル径:0.6mm以上の強化ノズル、6.積層ピッチ:0.2mm以上、7.充填率:20%以上、8.ファンスピード:0%
造形開始
「Ultrafuse PET CF15」はカーボン短繊維含有でノズルの摩耗が早いため、0.6ミリのタングステン強化ノズルを使用しました。またラフトとブリムを設定して定着率を高めました。
造形途中で、次のような特徴を確認しています。
1.約10回の造形をくり返したビルドサーフェイスを使っても粘着剤を使わずに安定して定着。反りも少ない

2.積層の開始点(ノズルが移動する部分)でフィラメントの糸引きが発生
カーボンフィラメントは低温でも硬化してノズルづまりを起こしてしまうので、安定した突出のためノズル温度を高めに設定していることと、0.6ミリの広口ノズルを使っているため、フィラメントの垂れが発生しやすくなっています。この糸引きによるバリは指でかんたんに削りおとすことができ、あともほとんど気になりません。
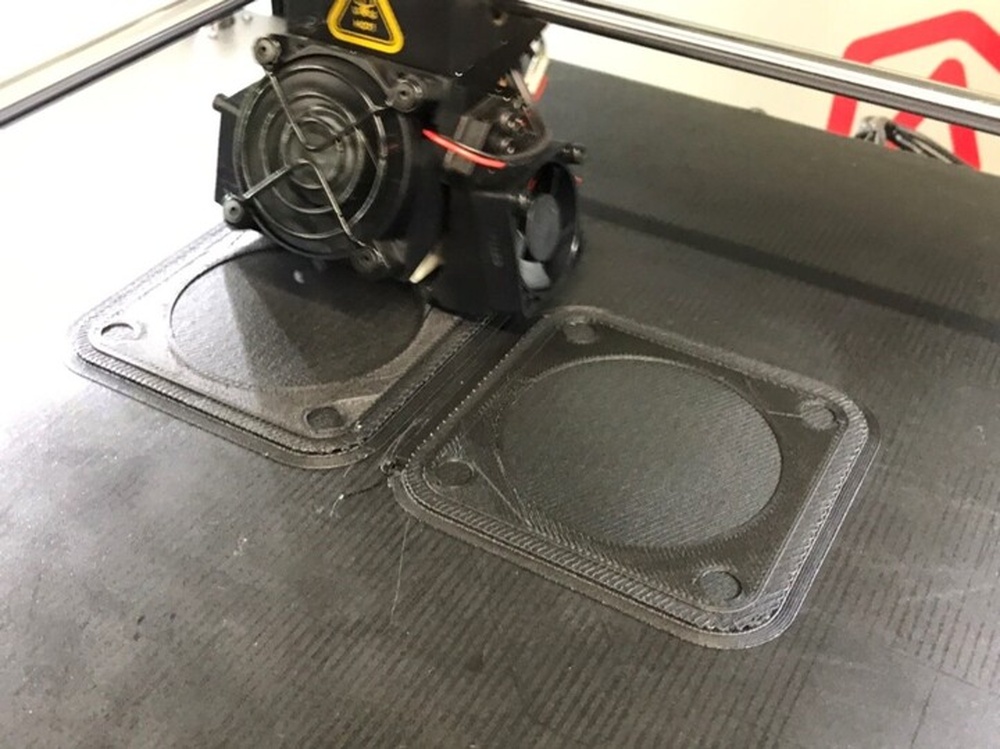
3.FDM方式の3Dプリンターの性質から、裏面に積層の開始点のあとが線状に残る
レイヤスタートポイント設定で印刷開始位置を「固定」にすることで、表面を全体的にきれいな仕上がりにできます。デフォルトの「最も近い」設定のままだと開始点にバリが出てしまうため、円形や球体の場合はこの設定を推奨。
*ideaMakerの設定画面から変更可能
4.ネジのとりつけ部分の造形もきれいな仕上がり



造形の結果、サポート面との定着が強いため、専用サポート材との併用が望ましい印象がありました。「Ultrafuse PET CF15」を使った造形には、同じBASF製の水溶性サポート材「Ultrafuse BVOH」またはリモネン液を溶剤として使っているサポート材「Ultrafuse HiPS」との併用をおすすめします。
この造形を通して、「Ultrafuse PET CF15」の次のような特徴やメリットを確認できました。
「高い寸法安定性」、「低吸湿性」、「低摩耗」、「可用性サポートとの互換性」、「硬く強度のある造形」、「積層痕がめだたないきれいな表面仕上げ」など。
【日本3Dプリンター株式会社について】
本社:〒135-0063 東京都江東区有明3-7-26 有明フロンティアビルB棟2F
代表者:代表取締役 北川士博
設立:2013年10月
電話番号:03-6683-9789(代表)
URL:http://raise3d.jp/
事業内容:三次元造形関連商品・サービスの提供、サポート
【一般の方向けのお問い合わせ先】
企業名:日本3Dプリンター株式会社
担当者名:福田 隆
TEL:03-6683-9789
Email: in*********@**********co.jp