純度100パーセントのポリプロピレン(PP)という、軽い比重と高い機械強度(引っ張り強度、圧縮強度、衝撃強度)を持ち、ソフトでなめらかな材質のフィラメントを使って、最大直径64×高さ220ミリのボトルを造形。ビルドプレートにポリプロピレン(PP)テープを貼りつけて、接着性が悪いデメリットを解消しました。
「Raise3D(レイズ3D)」日本総代理店として企業・教育機関向け3Dデジタルソリューションの提供などを手がけている日本3Dプリンター株式会社(本社:東京都江東区、代表取締役:北川士博)は3月11日(水)、公式ウェブサイト「Raise3D」でBASF 3D Printing Solutions製フィラメント「Ultrafuse PP Natural」を使って最大直径64×高さ220ミリのボトルを造形したプロセスを「BASF社 Ultrafuse PP 造形レポート」として掲載。ビルドプレートへの接着性が悪いデメリットを解消して、このフィラメントの大きな魅力であるソフトでなめらかな材質の造形物づくりを紹介しています。このレポートは、BASF 3D Printing Solutionsの日本代理店として運営しているウェブサイト「Ultrafuse FFF」日本語版にも掲載しています。
▼ 3月11日(水)掲載! 「BASF社 Ultrafuse PP 造形レポート」(日本3Dプリンター(株)「Raise3D」公式ウェブサイト):https://raise3d.jp/2020/03/11/basf-pp-printing-report/
▼ 3月11日(水)掲載! 「BASF社 Ultrafuse PP 造形レポート」(ウェブサイト「Ultrafuse FFF」日本語版):https://www.ultrafusefff.jp/basf-pp-printing-report/
■「Raise3D(レイズ3D)」日本総代理店の日本3Dプリンター(株)が、公式ウェブサイトとウェブサイト「Ultrafuse FFF」日本語版にソフトでなめらかな材質のBASF製フィラメントを使った造形レポートを掲載!
3月11日(水)、日本3Dプリンター(株)が公式ウェブサイト「Raise3D」および「Ultrafuse FFF」日本語版に掲載した「BASF社 Ultrafuse PP 造形レポート」は、次のような条件で最大直径64×高さ220ミリのボトルを造形したプロセスを紹介しています。
使用3Dプリンター:Raise3D N2S
使用フィラメント:BASF 3D Printing Solutions製「Ultrafuse PP Natural」

造形にあたってのメーカー推奨設定は次のとおりです。
1.ノズル温度:220~240℃
2.造形スピード:40~80mm/s
3.ビルドプレート温度:60℃
4.ビルドプレート状態:ポリプロピレン(PP)テープ
5.ノズル径:0.4mm以上 ※出力しやすさを重視して0.6mmに設定

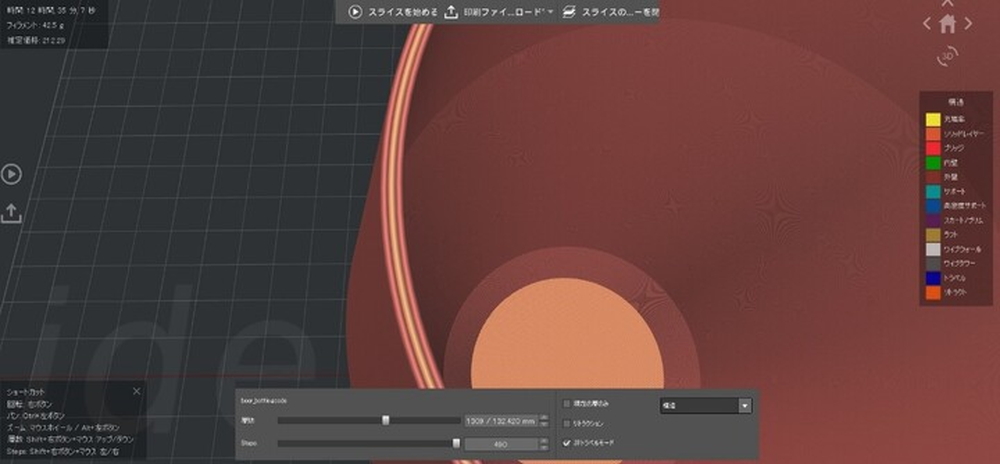
弾力性と透明度の確認のため、「スパイラルベースモード」に設定。ビルドプレートへの定着を安定させるため、「最初の層の設定」の数値を変更してラフトを「スカートのみ」に設定し、ビルドプレートからじかに造形します。
純度100パーセントのポリプロピレン(PP)のフィラメントのため、ビルドプレートへの接着性が悪いという特徴があります。「Raise3D(レイズ3D)」純正の3Dプリンター用シート「BuildTak(ビルドタック)」を使ってもフィラメントが出力されると同時にはがれてしまいます。

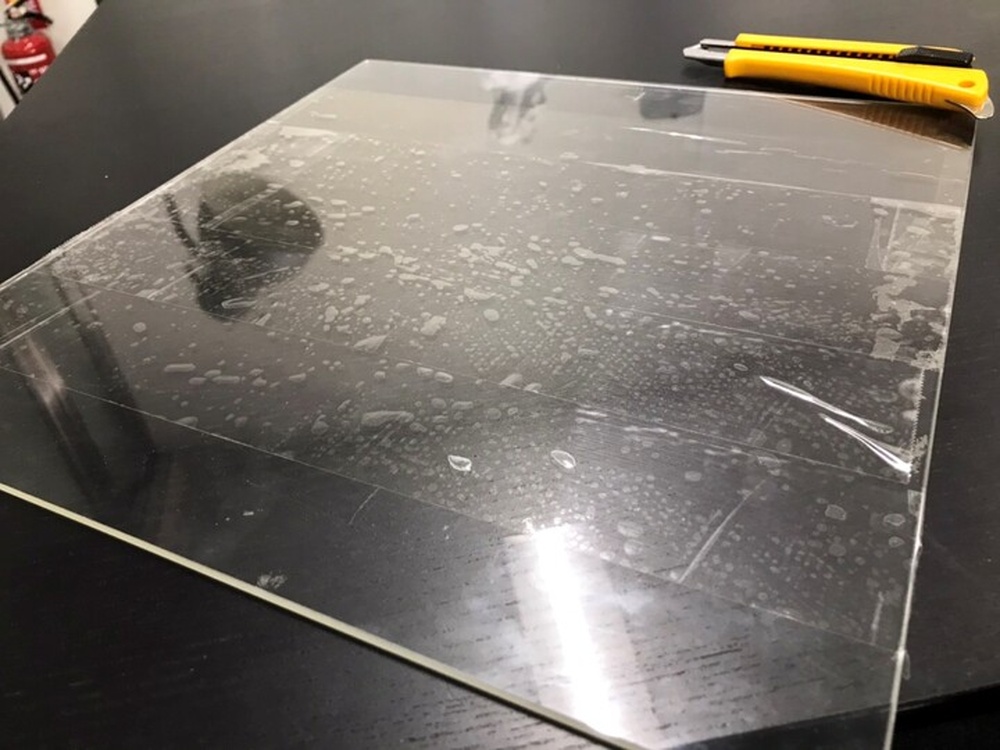
この課題をクリアするため、梱包用などの事務用品として使われる市販のポリプロピレン(PP)テープをビルドプレートに貼りつけました。
造形途中で、次のような特徴を確認しました。
1.ビルドプレートにポリプロピレン(PP)テープを貼ったため、問題なくビルドプレートに定着
2.表面もなめらかできれいな仕上がり
3.ラフトを使っていないため、底の部分(底面)もつるつるとした仕上がり
4.手で強く握ってみても割れることなく十分な弾力(積層間の接着性の高さからZ軸方向への引っ張り強度も高い印象)



「スパイラルベースモード」の設定について:「Raise3D」専用スライシングソフトウェア「ideaMaker」での通常の設定は「内壁・充填・外壁」または「内壁・外壁」の2層3層構造です。この設定では筒状の形状のものを造形する際、透明度とノズルの層移動時の跡が残ってきれいに仕上がりません。「スパイラルベースモード」に設定することで、文字どおり“らせん状の一筆書き”のように造形していきます。層移動の跡ができず壁も一層になるので、なめらかさや透明度が必要な容器などの造形に適しています。
※厚みのある造形は非対応などの条件あり

造形を通して注意したい点:造形サイズが大きくなるほど収縮の影響も大きくなるため、ポリプロピレン(PP)テープなどを使っていても反りが出ることがあります。ボトルのサイズを4~5倍にして造形した場合、PPテープの粘着部分からはがれるほどの反りが出るほか、外壁の部分もひずんでしまうなどの影響がありました。
薄い壁でボトル形状の造形プロセスをレポートしましたが、ポリプロピレン(PP)にはすぐれた耐薬品性もありますので、かくはん用のフィンやスクリューなどの形状の造形にも応用が可能です。
【日本3Dプリンター株式会社について】
本社:〒135-0063 東京都江東区有明3-7-26 有明フロンティアビルB棟2F
代表者:代表取締役 北川士博
設立:2013年10月
電話番号:03-6683-9789(代表)
URL:http://raise3d.jp/
事業内容:三次元造形関連商品・サービスの提供、サポート
【一般の方向けのお問い合わせ先】
企業名:日本3Dプリンター株式会社
担当者名:福田 隆
TEL:03-6683-9789
Email: in*********@**********co.jp